
|
|
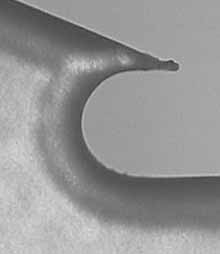
Fadentrenner-Nadel zur Gewebeherstellung (Papierindustrie)
Material: 1.4310,
Zugfestigkeit: >1500 N/mm²
Innenkontur Haken: D. 0.110 mm
|
|
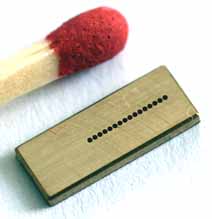
Verbindungselement für Lichtwellenleiter
D. 0.150 mm
|
|
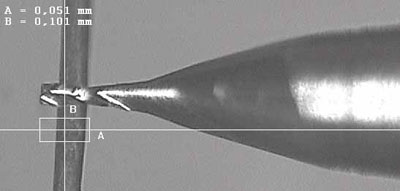
Vollhartmetallfräser
D. 50 μm
2 Schneiden
Größenvergleich:
Haar D. 60 μm
|
|
|
Keramik-Düsenplatten:
50 μm - Bohrungen in Keramik (Macor)
Tiefe bis zu 600 μm
|
|
100 Bohrungen auf einer Fläche von 5 x 5 mm
Bohrungsdurchmesser 0,35 mm; 6,5 mm tief.
Zum Größenvergleich ein 1 mm Prüfdorn.
|
|
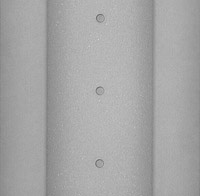
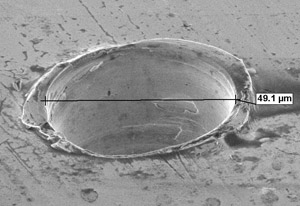
Rasterelektronenmikroskop-Aufnahme einer Versuchsbohrung in Platin-Iridium-10 (PtIr10)
50 μm Durchmesser bei einer Durchtrittstiefe von 250 μm
Deutlich sichtbar ist der Aufbauwulst, der die Zähigkeit des Materials widerspiegelt. Dieser wird anschließend mechanisch oder im Liquidschleifverfahren abgetragen.
|
|
|
Tieflochbohrungen unter D. 0,7 mm sind derzeit technisch noch nicht mit Innenkühlung realisierbar und werden deshalb mit externer Kühlung und konventionellen Bohrwerkzeugen durchgeführt. Die Bohrtiefen sind durch technisch herstellbare Werkzeuglängen und den jeweiligen Werkstoffeigenschaften begrenzt.
Durch höchste Rundlaufgenauigkeiten und innerer Kühlmittelzufuhr (IKZ) bis zu 150 bar ist es uns derzeit möglich ab D. 0,7 mm bis 3 mm ca. 45 x d tief zu bohren.
Dabei können wir Werkstoffe von Kunststoff über Aluminium bis zu hoch legierten Werkzeugstählen und auch kritische Materialien wie Kupfer oder kupferlegierte Stoffe bearbeiten.
Materialspezifische Bohrzyklen und - bei Bedarf - vorgelagerte Pilotbohrungen ermöglichen hohe Positions- und Durchmessergenauigkeit, ohne kritische Wickelspäne zu erzeugen.
Als Werkzeuge werden Spiralbohrer, Einlippenbohrer und Sonderwerkzeuge verwendet.
|